柘科英国的David A. Short描述了如何实现对工艺燃烧器中使用的传统辐射墙烧嘴砖的设计升级。
辐射墙燃烧器烧嘴砖在保持炉子温度和运行稳定性及效率方面起着内在的作用。从历史上看,辐射墙燃烧器砖是用窑炉烧制的手工成型的火砖粘土制成的,由外部的固定夹板支撑,分为四块。在20世纪70年代,大多数辐射墙燃烧器烧嘴砖是用传统的氧化铝硅质浇注材料生产的,为两片。侧面和底部夹板的固定系统被焊接到前面的燃烧器安装板上(图1)。这种设计被主要的工艺燃烧器制造商所采用,在大多数情况下至今仍然适用。

侧面和底部夹板固定。
然而,这种设计是有难度的。主要问题是烧嘴砖的重量和固定系统的故障。即使分两段浇注,密集的耐火材料也很重,安装起来很麻烦,而且需要大量的锚固和支撑系统,如图1所示。传统的保持系统往往允许热气渗透到燃烧器烧嘴砖膨胀间隙周围,由于邻近的耐火材料收缩或耐火材料移动,再循环/逃逸的气体不仅降低了炉子的效率和稳定性,而且通过燃烧器安装板或炉壳的潜在过热增加了夹板过早故障的可能性。
为了确保烧嘴砖的性能符合预期,最终用户必须考虑耐火材料的关键选择标准。这些标准包括:
- 炉子运行温度
- 炉子冷面温度
- 燃气或燃油烧制
- 氧化或还原大气和气体成分
- 屋顶、墙壁或地板安装的燃烧器
- 发生气体侵蚀和/或化学侵蚀的可能性
- 发生火焰直接撞击的可能性
- 热循环条件
一种新的模块化烧嘴砖设计
柘科的工程师们开始着手创造一种具有更大完整性和可靠性的烧嘴砖。最终的设计被命名为柘科lite,是一种一体式复合辐射墙烧嘴砖 (图2和3)。这种设计的关键组成部分包括一个耐腐蚀的热表面和热效率高、重量轻的材料备份绝缘,并有安全的铬镍铁合金不锈钢嵌入式锚固。

图2.柘科lite一体式复合辐射墙燃烧器烧嘴砖 - 热面。
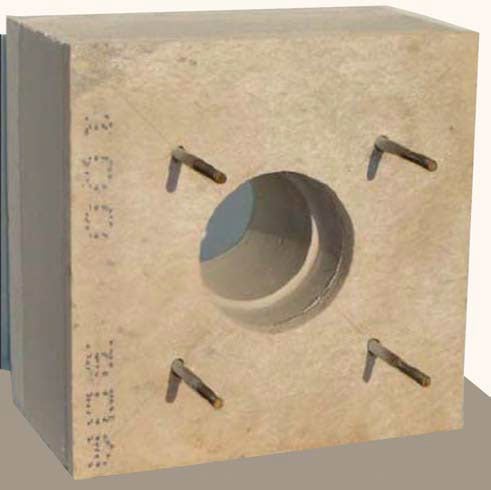
图3.柘科lite一体式复合辐射墙燃烧器烧嘴砖 - 冷面。
一体化的模块设计使用专门配制的62%氧化铝低氧化铁1700˚C低水泥浇注料作为热面,并以陶瓷纤维保温板为后盾(图4)。该设计同时提供了热效率和耐腐蚀性--这是燃烧器性能和燃烧室可靠性的基本标准。

图4.模块化烧嘴砖设计的侧视图,显示陶瓷纤维绝缘板和嵌入式锚固系统。
烧嘴砖组件通过一个四点式的铬镍铁合金不锈钢嵌入式锚固系统进行自我支撑。嵌入的全封闭系统用于将烧嘴砖组件固定在炉壳或燃烧器安装板上。该锚固系统完全独立于周围的炉子耐火材料和燃烧器系统的燃烧部件。将锚固件嵌入浇注部分可以防止与金属疲劳和氧化有关的问题(图5)。

图5.模块化烧嘴砖设计的侧视图,显示了用于操纵烧嘴砖到位的连接眼螺栓。
在热面后面,陶瓷纤维保温板提供了热效率并减轻了重量。由此产生的带锚固系统的烧嘴砖模块提供了更好的热效率和更低的重量,这是当今现代炉子的基本需求。
解决寿命和启动问题
柘科lite烧嘴砖被预干燥到360˚C,以确保去除自由水和化学水。这个过程解决了启动过程中常见的热裂纹或烧嘴砖故障问题。完全保护的锚定系统确保了支撑系统的长期完整性,并防止了烧嘴砖相对于燃烧器气嘴的任何前移,这都是传统烧嘴砖设计中常见的寿命和可靠性挑战。增加了低质量的陶瓷纤维保温层,提高了热效率,这也降低了与能源有关的成本,使炉子在设计规格和效率目标范围内运行。
应用
一体式模块烧嘴砖被设计用于一次重整炉的平焰侧燃燃烧器应用。热面浇注部分和陶瓷纤维保温板的厚度都可以根据炉子或应用的特定参数来改变;这种设计适用于任何现有的或新的结构,而不考虑壁厚或周围耐火材料的组成。
安装
燃烧器烧嘴砖模块被设计成易于安装,适用于新的和改造的应用。嵌入的不锈钢锚固件通过后部的陶瓷纤维保温板突出来,以便用螺栓固定在外部安装板上。首先要把模块吊到炉壁上的安装位置,通常随烧嘴砖组件提供与锚固螺栓相连接的眼螺栓。一旦安装到位,安装系统确保锚栓能够悬挂燃烧器烧嘴砖 ,而不会因重力扭矩而发生任何移动--这意味着烧嘴砖模块不会对周围的内衬系统产生任何重大负荷或应力。在内衬系统(例如耐火陶瓷纤维(RCF)模块)使用精细材料的情况下,这是一个独特的优势。烧嘴砖模块的安装可以在内部或外部进行,这取决于模块是否被固定在燃烧器安装板上或直接固定在炉壳上。
如果锚栓模式与炉子安装板上的现有布置不一致,可以用模板在安装板上钻出额外的孔来定位,或者也可以将模块预装到新的燃烧器安装板上。这种类型的烧嘴砖模块在许多蒸汽转化炉中使用,具有热效率和寿命长的优势。
案例研究:德国
一个带有侧烧式自然通风燃烧器的炉子的耐火墙厚度为325毫米,可以穿过燃烧器烧嘴砖。
最初的烧嘴砖有一个250毫米厚的热面,使用1650˚C的硅酸铝浇注料,两层陶瓷纤维和硅酸钙板又增加了75毫米的厚度。热面的温度可以达到1200˚C,尽管出于烧嘴砖设计的比较目的,所使用的燃烧室中温是1100˚C。在环境温度为21˚C且无风的条件下,冷面温度为96˚C,热损失为936 W/m2。
新烧嘴砖的热面材料由62%的氧化铝1700˚C低水泥浇注料组成,在锚网之间的厚度为60毫米,通过锚网的厚度为160毫米,后面有165毫米的陶瓷纤维保温板。整个模块的厚度为325毫米。
在相同的环境条件下,可浇注部分的冷面温度平均值为60˚C,热损失平均值为410 W/m2。
由于应用了新的烧嘴砖,热效率提高了56%,模块重量减少了79公斤/烧嘴砖。
案例研究:奥地利
一个带有侧燃式自然通风燃烧器的炉子的耐火墙厚度为293毫米,通过燃烧器烧嘴砖热面温度可以达到1200˚C,但为了烧嘴砖设计的比较,使用的火箱中温为1100˚C。
原来的烧嘴砖有一个158毫米的热面,使用1650˚C的硅酸铝浇注料,由三层陶瓷纤维和硅酸钙板支撑,因此总共有135毫米。在环境条件为21˚C和无风的情况下,冷面温度为77˚C,热损失为645 W/m2。
新烧嘴砖的热面材料由62%的氧化铝1700˚C低水泥浇注料组成,在锚网之间的厚度为58毫米,通过锚网的厚度为158毫米,后面有135毫米的陶瓷纤维保温板。在相同的环境条件下,两个浇注部分的冷面温度平均值为65˚C,热损失平均值为468 W/m2。
因此,在组件重量减少38公斤/烧嘴砖的情况下,热效率提高了28%。
总结
新的烧嘴砖设计减少了炉子的停机时间,提高了产品的寿命。此外,如果再加上改进的热效率,它的应用已经显著地节省了操作和维护预算。

图6.使用柘科lite烧嘴砖的炉内辐射墙燃烧器的操作。
下载文章