在确保老旧的油气回收单元符合排放方面,高投资成本是存储运营商面临的一个重大挑战。油气回收单位改造是一个具有成本效益的解决方案,以确保单位符合最新法规。
在世界各地,油气回收系统是炼油厂、分销终端和油罐储存设施的常见现象,处理从汽油到芳烃(如苯和二甲苯)以及越来越多的原油等产品的转移。
当碳氢化合物在船舶、铁路、公路油轮和储罐之间转移时,一部分产品通常会以油气的形式释放 。虽然这一部分可能很小,但由于大量的产品--通常为10,000立方米/小时至1000立方米/小时--和较高的油气流量,在海洋装载应用中,累积的释放量可能会很大。除非使用油气控制技术,否则油气会释放到大气中,对环境、健康和邻近的基础设施产生不利影响。
活性碳油气回收 (图1)在大多数应用中仍然是首选技术,通常被称为最佳可用技术(BAT)。这些系统为操作者提供了很大的灵活性,处理广泛的产品,并具有从0%到100%的设计流量和进口浓度的宽广下降率。
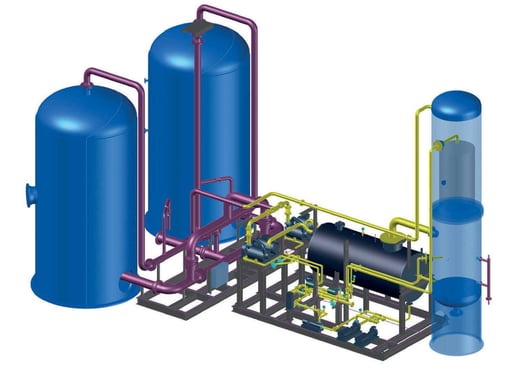
图1.一个典型的湿式油气回收系统具有两个碳床、两个液环真空泵、一个乙二醇分离器容器和一个吸收柱。
世界各地的立法者正不断要求运营商和系统设计者提供更多的排放控制能力。目前,欧洲部分地区对任何一个小时的平均排放 ,要求低至50mg(HC)/Nm3。当然,系统供应商必须调整和开发设计以满足这些新的法规和要求。环境污染立法将始终是发展油气回收技术和运营商资本投资的驱动力,因为违反排放的要求会受到巨大的经济处罚。但是,在大型资本投资无法承受的情况下--面对新的法规或增加的码头吞吐量,运营商有什么选择?
必须根据油气流量、油气浓度和所需的排放目标,正确确定油气回收装置的尺寸。面对增加的吞吐量或新的法规,旧的设备可能无法跟上。专门为较低的排放产量和增加的能力而设计的新油气回收装置是一种解决方案;但是,这些装置的资本成本很高,而且交货时间很长。或者,通常可以对现场现有的油气回收装置进行改造、更新和升级,从而大幅减少投资成本、交付周期和工厂停机时间。
油气回收根据最终用户的要求,可以以各种方式对设备进行检修和升级。从根本上说,需要更大质量的活性炭和更高的真空流速。然而,添加额外的活性炭并不总是可行的。通常情况下,活性炭容器没有可用的自由体积。在不可能用更大的装置替换碳床容器的情况下,可以在设计范围内调整每个容器处于吸附阶段的时间,以确保排放,在每个周期结束时不超过限制。
在许多情况下,用 "干式 "改造取代 "湿式 "液环真空泵(LRVP)和密封液系统正变得有利。这取代了LRVP(图3中的模型),通常使用与工艺和现场物理条件特别匹配的干式螺杆泵或旋转叶片泵。曾经被认为是一种强大的真空供应形式--"湿 "系统通常需要更繁琐的维护,因为密封液必须保持恒定的成分才能正常运行。现在,由于设计和能力的进步,干式系统的真空泵正变得更加通用,能够在极端条件和不同的温度下可靠地运行,因为有汽油喷射或温度管理的热追踪。整合这些额外系统的理想时机是在油气回收系统改造期间。随着乙醇混合汽油的使用越来越多,运营商拆除LRVP并以螺杆泵取代。在使用过程中,LRVP的密封液会被乙醇污染,并迅速稀释到一定程度,降低泵的有效容量。干式螺杆泵则不会出现这些问题。
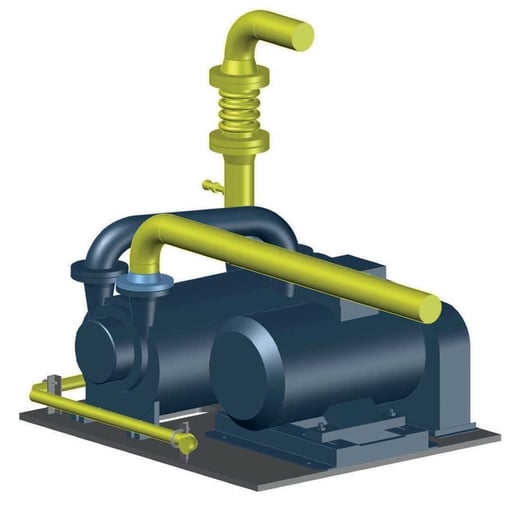
图3.LRVP。
当油气回收系统的容量增加时,通常也需要增加真空泵的容量,因为吸附的碳氢化合物现在必须在更短的时间内再生。对于一个低排放油气回收 ,真空泵必须能够达到相对较低的真空度;50至35mbara,同时在更短的时间内再生碳床。这可以通过将现有的真空泵系统替换成一个更大容量的系统来实现。吸附时间减少的负面影响是,由于在一定时间内有更多的再生周期,碳的工作寿命也会减少。
真空容量的增加会引起油气回收单元内从真空泵下线的后续设备的变化。例如,在以液环真空泵为特征的油气回收装置中,乙二醇分离器(图4)也需要升级为更大的容器,以适应更高容量的液环真空泵所要求的更大的流量,而液环真空泵的尺寸已经调整,以适应增加的油气流量。
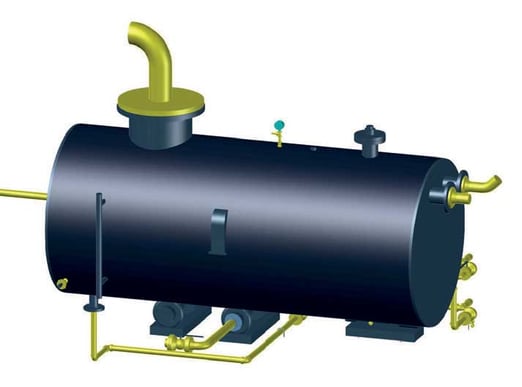
图4.一个乙二醇分离器。
吸收塔也可能需要更换,以适应更高的真空泵容量或吸收剂特性的变化:温度和油气压力。吸收效率与吸收剂的物理特性(温度和油气压力)、吸收剂和气体(油气)流量以及吸收器的直径和高度直接相关,所有这些都需要审查,并在安装更大的真空泵时有可能增加。
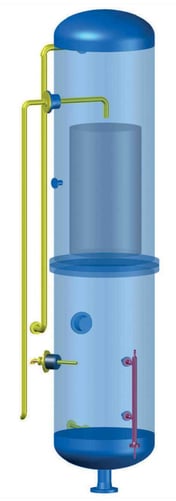
完全更换吸收塔是很昂贵的;替代方案可能包括在从吸收塔到碳床的循环管道上增加一个压力控制阀。这个阀门的大小可以保持吸收塔内的工作压力,以提高工艺的性能。还应考虑次要因素,如真空泵排出的温度升高,这可能随后需要额外的冷却,也许是以汽油喷射的形式,或者在湿式系统的情况下,增加安装的热交换器的尺寸。
除了增加产能和降低碳氢化合物排放外,油气回收单位改造还可以为最终用户提供更大的控制、功能、多功能性和安全性。这可以通过增加额外的真空泵以实现冗余;新的CIM/CEM升级和分析仪以实现精确的排放监测;升级的阀门和执行器;以及温度、压力和液位传送器。新设备可以与升级的PLC/HMI系统无缝集成,再加上定制的控制理论,以减少发生高排放事件的机会。更换现有设备的另一个好处是,它消除了不再由OEM支持的设备的遗留问题,特别是在PLC/HMI系统方面。
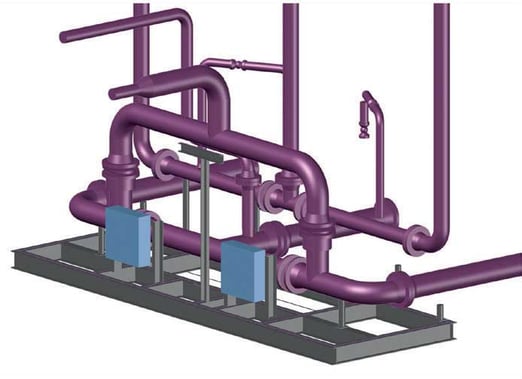
图6.管道滑轨的修改。
改造后的油气回收系统的维护与选择合适的供应商和改造期间进行的后续工程同样重要。低排放油气回收系统中的活性炭会受到更大的机械力,在某些情况下,还会受到不需要的化学物质的影响,从而禁止吸附。因此,必须遵守建议的服务间隔,并定期测试活性炭,从而减轻持续损坏的风险,否则会导致其突然失效。
对于寻求增加终端容量同时保持排放,或者对于寻求新的HC排放法规而没有新的VRU的资本支出的运营商来说,油气回收系统改造是一个强有力的折衷方案。尽管需要大量更换设备,但在许多情况下,油气回收系统改造仍然是一个比安装一个全新设备更有成本效益的解决方案。
由于整个系统中设备的复杂的相互作用,需要大量的油气回收系统系统的经验,因此一个成功的油气回收系统改造需要大量的经验,柘科正具备这样丰富的经验。柘科还可以对最初不是由他们提供的设备提供服务。
了解更多信息
本文由柘科欧洲的技术销售、投射和启动工程师Tom Olver撰写。
下载文章